Charlie Rankin. Dryden Paper Company
Charlie Rankin started
working at the mill in 1941 at the young age of just seventeen years. After
serving in the Canadian Navy during the Second World War, he returned to the
mill and worked there until his retirement in 1985. Charlie’s experiences
at the paper mill in Dryden are unique because he witnessed and participated in
three major transformations, most notably in procedures and equipment that
occurred at the paper mill during his forty years of employment.
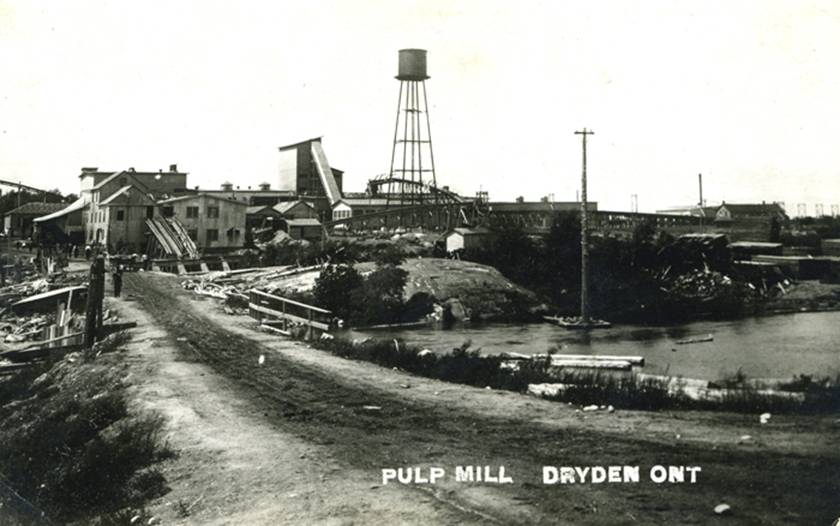
 One of the many pictures that Charlie has contributed.
This picture dates to approximately 1908. The Gordon brothers are in the
process of constructing the new pulp and paper mill in Dryden
One of the many pictures that Charlie has contributed.
This picture dates to approximately 1908. The Gordon brothers are in the
process of constructing the new pulp and paper mill in Dryden
At the start of the Second World
War, many men who worked at the mill in Dryden left their jobs to join the
Armed Forces. Therefore, the Dryden Paper Company needed new employees. It was
customary to hire young men who were tall and physically strong. Charlie, who
was only 130 pounds at the time, had heard that another young man, who was not
as strong as Charlie, was hired on. So Charlie approached the foreman Don Maunsel and told him
that he too should get a chance to work at the Dryden Paper Company. the
foreman told Charlie to come into work the following Monday morning.
On the back of this
picture is written "Prior to
1916". This is one of the earliest photographs of the Dryden Paper
Company

Charlie’s
temporary job at the mill.
Charlie’s first job at
the mill involved the use of an electrical saw (about three feet in diameter)
to cut spruce and poplar wood that had been peeled and delivered to the mill.
This was a dangerous job for any new employee at the mill. First of all, there
were no guards on the saw to protect the worker. One minor slip of the hand and
the worker could suffer a serious cut or even lose a hand or an arm. Secondly,
electrical motor saws at the time were much more dangerous than steam driven
saws. As the mill produced its own power, electrical spikes and surges were
common. . Since no safety glasses were used during the log cutting, the workers
were at risk for injuries to the eyes from chips wood chips and sawdust.
Finally the area around the power chord had to absolutely dry because if
moisture touched any exposed wire the worker could get electrocuted.
Charlie’s father expressed concern over Charlie starting his new job
under such dangerous circumstances.
The wood to be cut was in
four foot lengths. Charlie and another worker would cut the logs in half and
pile them onto a trolley that was fifteen to twenty feet in length and six feet
high. After piling about two to
three cords of wood onto the trolley it was manually pushed on a rail system
into the building where they would unload and pile the wood against the
interior wall.
After piling forty to fifty
cords of wood, they started the process of making ground wood pulp. Throughout
the Dryden Paper Company’s history, most of the wood was cut into chips,
but in this case the wood was ground into pulp by a large circular stone
grinder that was powered by steam. On each side of the grinder, as well as on
top of the grinder, were pockets that were approximately three foot square. The
worker would insert several blocks of wood of various diameters into the pockets.
Once the pockets were filled with wood, one then turned on the steam pressure.
The steam force caused a hydraulic press to press the wood against the stone
grinder while at the same time making the grinder turn. The surface of the
grinder effectively ground the wood into a porridge like suspension. Below the
grinder wheel was a perforated opening where the ground wood stock fell into a
holding chest. Using a water hose, one often had to wash off the stock that had
adhered to the stone grinder releasing it into a chest below the grinder.
Eventually with continual
grinding, the face of the grinder was worn smooth. When the face of the stone
grinder became too smooth to properly grind the wood, a metal roller with groves in it was used to sharpen the face
of the grinder. One would run the
roller back and forth over the face of the grinder to sharpen it. As this was
done, chunks of stone would fly off the face of the grinder putting the worker
at risk for eye damage. One also
had to be careful not to apply too much pressure between the metal roller and
the stone because that could take larger chunks out of the stone roller and
potentially damage its surface.
From the holding chest that
stored the porridge-like suspension, the stock was pumped to what is termed a
wet press. The wet press used a
heavy roller that pressed the stock in order to remove excess moisture and
reduce it to a thickness of about one inch. From the wet press the sheets of
stock were cut with a knife into four foot wide sheets and subsequently folded
and piled onto a wagon. These sheets of stock were called wet laps. They were added
to the beater when one did not need high quality, high strength paper. For
example a lot of this particular stock was used in lower grade paper similar to
that used as insulation in homes at the time. One would not use the ground wood
stock if higher quality stronger cement paper bags were being made.
The entire operation of using
the stone grinder and the wet press required three men. One man operated the
stone grinder and the other two men worked with the wet press to make the
sheets of stock. This process of making lower grade ground wood pulp did not
run continuously. It ran only when
contractors and bush workers delivered a high volume of lower quality poplar
and spruce logs.
The process of chipping wood
and using the digester to cook the chips is basically the same today as it was
in the early 1940s. The first step
was to remove the bark from the logs. By placing the logs in a large circular
drum that turned around the logs would tumble and the friction that was created
between the logs removed the bark. After the bark was removed the logs were
released onto a conveyor belt that directed them to the chipper. The chipper
was a ten foot diameter disc that had sharp blades mounted at various
intervals. The logs entered the chipper at a specific angle so that they were
cut into chips of a specific size for the cooking process.
The chips then went into the digester
and chemicals were added in a pressurized environment to break down the lignin
without breaking down the fiber. Sodium  sulphate and sodium hydroxide were the components of
the liquor used in the digester. The lignin must be broken down before high
quality bleach paper can be made from the wood chips.
sulphate and sodium hydroxide were the components of
the liquor used in the digester. The lignin must be broken down before high
quality bleach paper can be made from the wood chips.
Completion of new wood room. Look at the
size of the chains, pulleys and gears for the de-barkers.
When the chips were properly
cooked, the stock passed into the diffuser and washer buildings where the
liquor used to dissolve the wood was washed from the stock. From there the
stock was temporarily stored in the stock chest. From the storage chest the
stock suspension passed through the screen room where large undigested chips
and impurities (such as small stones) were removed. The stock then passed into
another stock chest, for temporary storage, before it went to the beater for
further processing.
Charlie’s
first permanent job at the mill
Charlie Rankin was hired as a
permanent worker in the beater
room. (This is not the same beater that would beat extra or defective
paper back into pulp). The department that Charlie worked in was often called
the “kitchen” because it was here that various chemicals and dyes
were added to the stock to make different types of paper. The beater in those
days was an open circular tub that was eight to ten feet wide, about five feet
deep, and took up about forty square feet of space. There were a total of
twelve beaters to service the two paper machines at the time. Each beater was
driven by a 250-300 horsepower electrical motor. The motor caused a large metal
shaft to turn to facilitate the circulation in the beater. On the bottom of the
beater was a bed plate with steel bars in it. As the stock was circulating
these bars would chop the fiber into shorter lengths.

Tanks on the mixing floor.
It was always noisy and
extremely hot in this part of the mill. Due to heavy perspiration, reddish coloured
salt tablets were stored around the mill for the workers to consume.
To determine if the fiber was
the correct length and consistency, the lower helper was taught to perform a
“freeness test”. To perform a freeness test a mixture of stock and
water passed through a screen. The screen would trap the stock allowing the
liquid to drain into the pail below. One would then collect the pulp patty from
the screen and place it on a soap stone. A hot clothing iron was used to press
and remove excess moisture from the pulp patty. One placed the dry pulp patty
on a sieve and depending on the weight, one added a predetermined amount of
water. The water passed through the patty and sieve into a graduated cylinder.
A measurement was taken of the amount of water that passed into the graduated
cylinder. By knowing the exact quantity of water that passed through the sieve
into the graduated cylinder, one would check to chart and determine a
“freeness number”. A
certain freeness number correlated with the grade of paper that one was making.
Charlie mentions that many of the old-timers of the day would rub some of the
stock solution between their fingers and they could tell if the stock was ready
for a freeness test. Often one had to perform three or four freeness tests
before the fiber was considered the correct length.
As noted, Charlie called the
beater area “the kitchen” because it was the location (in the paper
making process) where chemicals, sizing and dyes were added to the stock.
Sizing is used so that paper would more easily adhere. There was a dye room,
also called the “dye shack” that was the size of an average living
room. Even though there was an exhaust fan, the room became extremely hot
during the summer time. There were various sized drums filled with dye and
other chemicals. Many of the drums had the skull and cross bones label
indicating that the chemical was toxic. One would open the drum and using a
pail would add dye to the beater.
Masks were not worn by the workers. However, some men did use a rag to
cover their mouth and nose. By the time that one had finished adding the
prescribed amount of dye their face and clothes were covered by the same
coloured dye. One showered to remove the dye from their clothes. Unfortunately,
many men died an early death due to respiratory illnesses when working with
those chemicals.
As mentioned, the beaters
were driven by powerful motors that delivered about 250-300 units of horsepower. The belts that
caused the beater shaft to rotate were thirty inches wide and one inch thick.
There was a smaller pulley that operated off the same shaft. This smaller shaft
drove the siphoning apparatus that allowed water to pass through a screen while
containing the stock. The pulley that drove the beaters was enclosed in a small
room. Since the gears that drove the shaft were exposed, a worker could get
their clothing caught in the gears leading to a potentially dangerous
situation. Frequently the belts slipped off the shaft. When this happened one had to go into that small room and
put the belt back on the and start
the shaft turning again. If one started the belt too quickly, it could slip off
the pulley again. Another dangerous part was the fact that electrical equipment
that powered the motors that drove the shafts were situated right on the wall
beside the belts. The breakers were located there too. When a breaker, called a
square
D overloaded (with current), the surge in power would cause the cover
to blow off the panel. Charlie clearly recalls one worker who ended up in the
hospital with a serious injury when he was hit by a cover that had blown off a
breaker. Finally the floor in the room was wet from moisture and this
potentially made work with the electrical panel very dangerous.
Batch Process
Charlie makes mention of the
batch process involved in paper making. The batch process had definite steps
that had to be completed before the stock moved to the next phase of
production. For example, when the wood chips were added to the digester, the
digester would dissolve those chips and the resulting stock mixture would go
into a holding tank before it passed on to the next step in the production
process. These holding tanks would be emptied and the stock then was
transported
to the washer building where the
chemicals used to digest the wood chips were removed. The batch process continued until the
early 1980s, when a major transformation occurred at the mill. At that time,
the production at the mill evolved to the continuous system of production. In
the continuous system there was a continuous flow of stock from the digester to
the bleach plant.
The first major
transformation of operations at the Dryden Paper Mill
A major change occurred in
the early 1950s with the installation of a new paper machine. The original
beaters were in a room with a ceiling that was about twenty five feet high. On
the ceiling were the conduits that carried electrical power to the machines
throughout the complex. The original beaters were replaced by mixing tanks that
were much taller than the beaters.
The new mixing tanks were so high that a second floor was built dividing
the old room into two floors. The floor of the second story was about forty two
inches below the top of the mixing tanks.
Thus the new mixing tanks had a much greater capacity than the original
beaters.
Albert Robinson adding a dye or sizing
to the stock on the mixing floor.
After the incorporation of
the new machines during the early 1950s, the process beginning with chips to
the paper making stage is outlined by the following flow chart:
![]()
![]() Diffuser
Diffuser
![]()
![]()
![]()
![]()
![]()
![]() Chips
1 of 8 small digesters blow
tank washer
building
high density storage
Chips
1 of 8 small digesters blow
tank washer
building
high density storage
One of 5 large digesters
![]()
![]()
![]() High
density storage mixing
floor paper
machine
High
density storage mixing
floor paper
machine
pulp machine
The diffusers worked
similarly to the washers in the washer building. The purpose of the washer
building was to remove the chemicals that were used to digest the wood chips.
If bleached paper was to be
made, the stock went from the high density storage tanks directly to the bleach
plant. At the bleach plant there was a five stage bleaching process using
chlorine and chlorine dioxide.
The above system still used
the “batch process” which is a production method of making paper
from chips in stages. Each stage had be completed before the next stage could
occur. One of the problems to the batch system was that the high density
storage chests become slimy with chemicals and the entire system would have to
be shutdown to the clean the storage chests.
 A
very special picture of DHS that was contributed by Charlie
A
very special picture of DHS that was contributed by Charlie
The second major
transformation of operations at the Dryden Paper mill.
Charlie witnessed and played
a role in the second major overhaul that occurred at the mill between 1981 and
1983. This final overhaul is known today as the modern mill. During this
rebuild, the mill replaced the batch system with a continuous system, installed
new paper machines and a roll line. The flow chart below illustrates the stages
that the wood chips underwent using the continuous system in the manufacturing
of pulp and paper.
![]()
![]()
![]()
![]() Chips continuous
digester diffuser
bleach
plant high
density storage
Chips continuous
digester diffuser
bleach
plant high
density storage
![]()
![]()
![]()
![]() High density storage paper
machine
new roll line
finishing and shipping
High density storage paper
machine
new roll line
finishing and shipping
Pulp machine
The roll line was an automated system where the rolls of paper are
weighed, stenciled with the type of paper, weight, customer name and
destination. Finally the paper rolls are automatically wrapped.
With the continuous system the digester and the high density storage
are filled and emptied continuously. Another advantage to the continuous system
is that all of the water and chemicals are recovered and reused again. This has
resulted in much less chemical waste being dumped into the sewer where it
eventually empties into the Wabigoon river.
Included with the addition of new machinery in the continuous
operations was the installation of new control and monitoring systems. The
first stage involved was the incorporation of PLC, or Programmable Logic
Controls. With the PLCs, a gauge adjustment could automatically add additives, dyes
and sizing to the stock. Part of the PLC included a permissive setting. A
permissive setting is a maximum or minimum setting attained on a gauge. Once
this setting was reached, one was in sequence with the process and could adjust
the gauge to continue the manufacturing process from that step on. The PLCs
were analog control systems.
The PLCs were eventually replaced by computer terminals that had
keyboard, monitor and mouse. Once a permissive was reached it was displayed on
the computer screen and the process could be continued by entering a number on
the keyboard or by using the point and click method with a mouse. These control
systems were digital.
Today, before any stock can advance through the continuous system, all
safety measures have to be in place.
Over the past few years, I have had the honour of working with Charlie
Rankin as he shared his past memories of the Dryden Paper Company, The Great
Depression and life in Dryden during the 1930s and 1940s. Charlie has provided me with a wealth of
knowledge and he has been infinitely patient with me as I tried to understand
and record his memories.