When Gary Kriese graduated from DHS in June 1966, he took the initiative to go to the personnel office every morning and inquire as to whether the Company was hiring. After a week or two, Gary’s persistence paid off when Peter Abrams, the person in charge of personnel, hired Gary on the condition that he pass a medical examination.
A scan of Gary's pay stub from the Dryden Paper Company
After easily passing the medical, Gary was put on the call crew list. The call crew list was a group of newly hired employees who worked wherever and whenever there was a shortage of manpower. Gary’s first job was delivering concrete tiles that were used to line the inside and outside of the stock storage chest on the mixing floor. He had to push a heavy wheel barrel a good distance wearing new steel toe boots. The summer heat and the blisters on his feet were testimony to the tough grind of the job. After doing this job for approximately two weeks, he moved on to become a cleaner on the pulp machine. Three months later, he made a successful bid on a new position as a stock tester in the main lab at the Pulp and Paper Company. He kept this position for seven years.
As a stock tester, Gary was required to take hourly samples of stock from the washer building as well as two samples of stock per shift from the mixing floor. This stock was not complete pulp, but rather a mush like suspension with slivers of wood and other undigested particles. With this suspension, Gary would perform a “K” number test, which is a test to determine how easily the stock could be bleached.
K is the chemical symbol for potassium and the chemical is used potassium permanganate. That is why it is called a "K" test
First, about a quart of stock was placed into a vessel that had a metal plate with narrow slits. Running water flowed over the stock. The vessel was placed on a machine that had plates that were about eighteen inches square and would shake the vessel containing the stock. Finally, with running water, the pulp stock would pass through the metal plates to the bottom of the vessel. Any remaining undigested wood and debris remained on the metal plate.
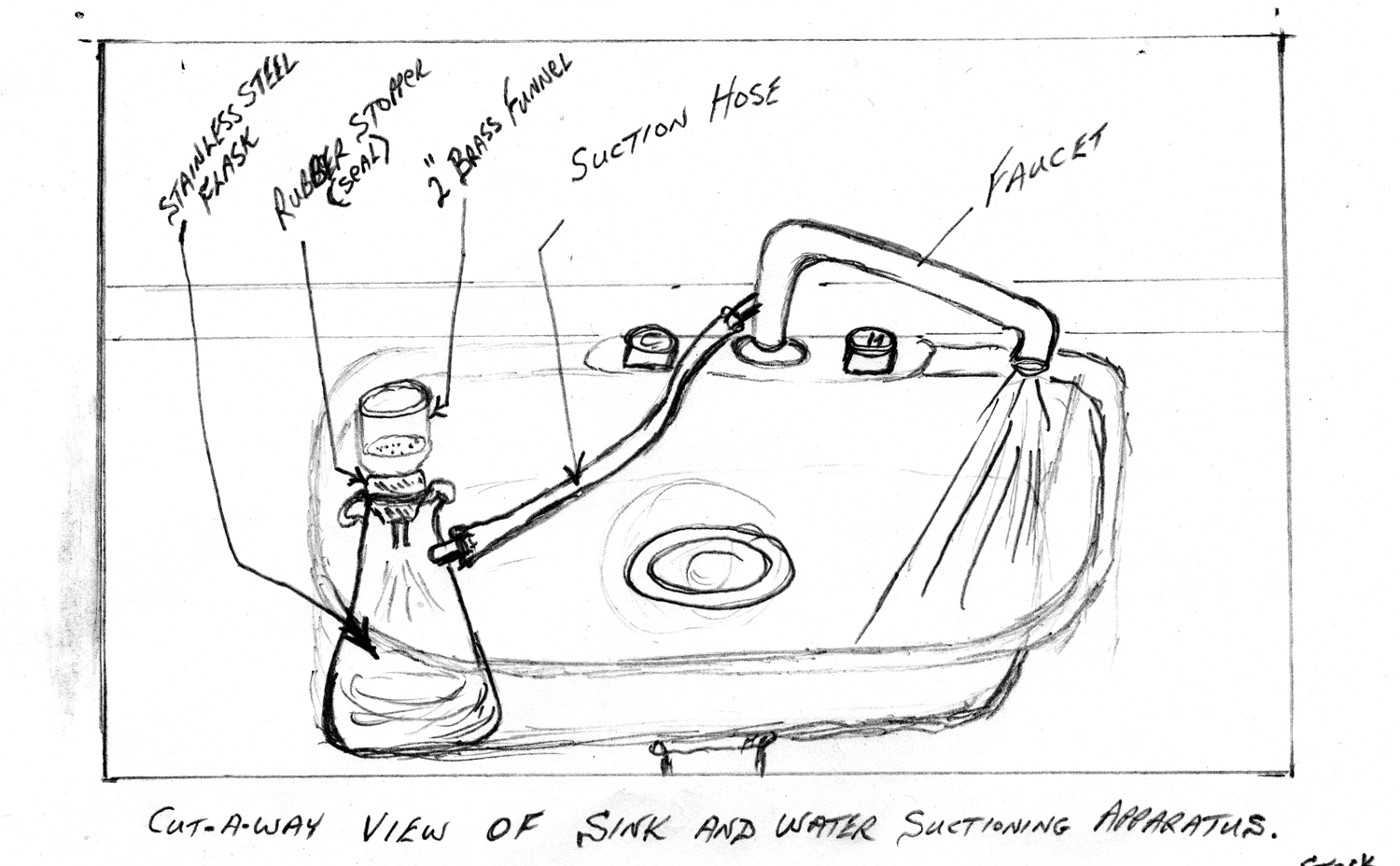
During the next step, the stock tester filled an enamel drink dipper, (a circular container that had a diameter of about six inches), with stock and poured it into a two gallon pail. The pail was filled with water to a line half way up the pail. The stock sample was stirred in the pail using the dipper. The tester then filled a 250 milliliter graduated cylinder with this stock solution and poured it into a small two inch brass funnel. The funnel had a flat bottom with holes that allowed the water to pass through but not the pulp stock. The brass funnel also had a rubber seal at the bottom that sealed the funnel to a stainless steel flask which sat in a sink. The stainless steel flask had a one quarter inch spigot through the side wall that connected to a rubber hose. The other end of the rubber hose connected to another spigot welded to the base of a water faucet. When the water tap was turned on, the faucet produced a suction in the flask which assisted in draining the water from the stock in the brass funnel. After excess moisture was removed, a two inch semi dry patty (called a pad by those who know) of unbleached stock remained in the bottom of the funnel.
Equipment used when performing a "k" number test on stock from washer building. Diagram sketched by Gary Kriese. Use scroll bar to see the entire image.
The semi-dry patty of unbleached stock was placed between two ink blotters. An ink blotter was a six inch square porous paper that absorbed the moisture from the stock. The ink blotters were placed into a hand turned press to further squeeze any remaining moisture. After the hand turned press, the stock went on top of a piece of heated soap stone that was situated underneath a clothes iron. Soap stone is a soft stone that was, at one time, mined from the shore of Eagle Lake and was utilized as a liner inside of furnaces of pulp and paper mills of earlier days.
In total, it took about five minutes for the stock patty to dry. After the stock patty situated underneath the clothes iron and on top of the soap stone was completely dry, the stock tester measured forty grams of pulp from this patty and beat it in a beaker containing 1100 milliliters of distilled water. The next step was to warm or cool this sample to twenty-five degrees Celsius. Then a magnet with a plastic coating was placed in the bottom of the beaker. The beaker was placed on an electric motor causing the magnet to spin and stir the stock mixture. From two separate graduated cylinders, fifty milliliters of sulphuric acid and fifty milliliters of potassium permanganate were added at the same time over a period of five minutes. After the allotted time period, a timer buzzer went off and the stock tester then neutralized the mixture by adding a prescribed amount of potassium iodide. After the addition of Potassium Iodide, the liberated Iodine was then titrated with 0.100N Sodium Thio Sulphate (Na2S2O3)This was followed by titrating drips of tetrachloride into the mix until the solution turned white. A “K” number was then calculated using the following formulae:
K# = 40-(Titration Volume in mililitres multiplied by temperature correction)
temperature correction=1+0.013 multiplied by (25 - Temp In degrees Celsius)
A low end “K” range was nineteen to twenty-one, and high end range was twenty-three to twenty-five. The results were recorded on a data sheet and phoned in to an operator where the sample was taken.
To perform a “K” number test on pulp, one tore a 454 gram piece of dried pulp from the pulp machine and mixed it in a blender of distilled water. The pulp was soaked and allowed to soften for a short period of time. A blender was turned on to mix the solution until it reached the same consistency as samples of stock from the washer building or mixing floor. A “K” number test was then done.
Sewer testing was done to measure the amount of stock that was wasted and entering the river system. The tester performed the sewer test during the night shift at around 5 am. There were six to eight sampler stations that took hourly samples of sewage waste over a twenty-four hour period. One was located at the south end of washer building and across the roadway. Gary would take a liter of this solution back to the main lab.
Diagram of sewer tesing apparatus. Drawn by Gary Kriese
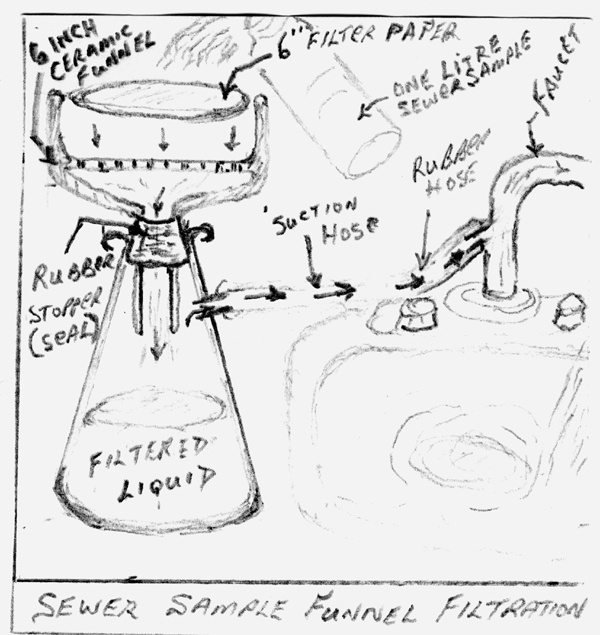
To perform a sewer test, one used a six inch ceramic funnel with filter paper similar to coffee filter paper. At the bottom of funnel was a rubber seal that sat in the top of a flask. The rubber seal had a hose that connected to a tap of water. By turning the tap on, it caused a vacuum at the bottom of the funnel drawing liquid out into the flask while the stock collected on the filter paper. The stock remaining on the filter paper was dried and saved. The liquid in the flask was also saved. These were stored and further tests were performed by the lab project tester. The test was important in that it would help determine the amount of pulp stock that was wasted and dumped into the river system. It would also ascertain a spill of stock and chemicals that was not previously detected or reported.
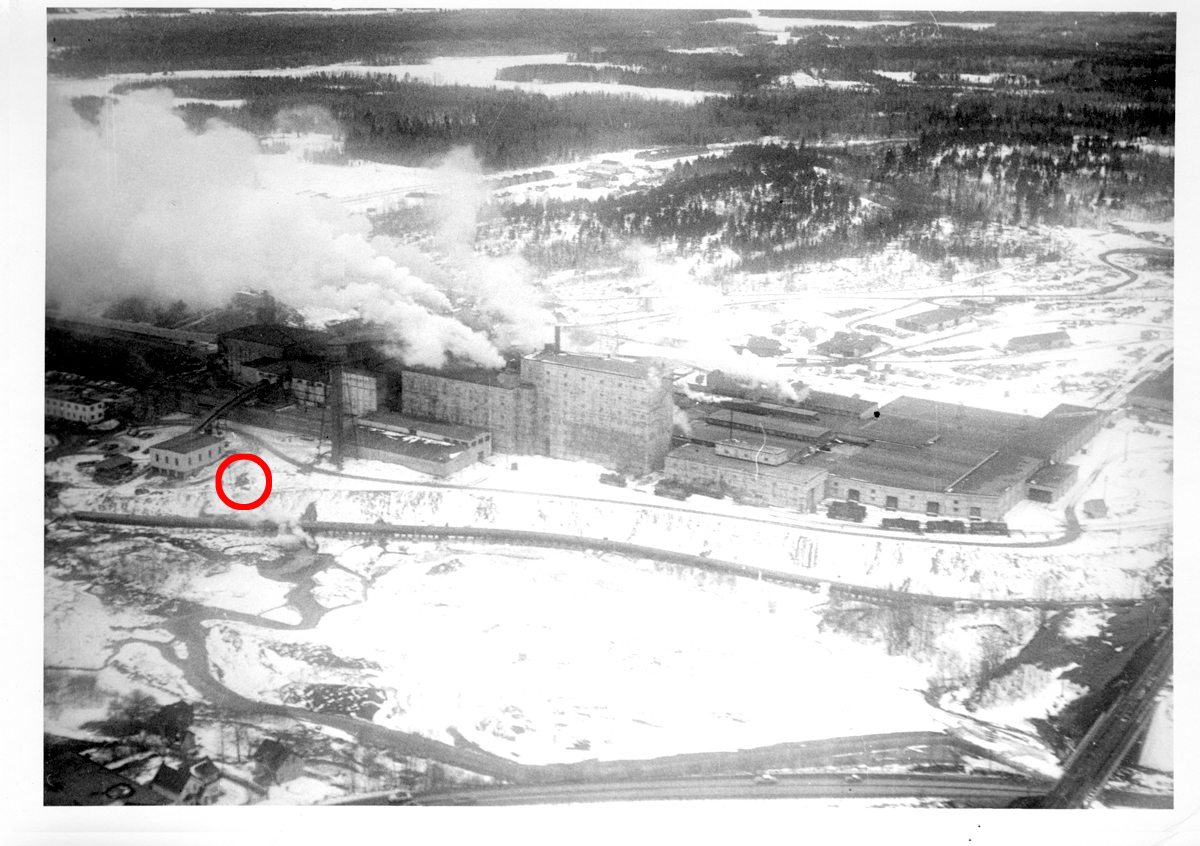
Located within the circle on this image is one of the sewer sampling stations throughout the mill complex. This particular station was the only one located outside the mill interior
Pictured here is one of the effluent stations
From a stock tester, one could advance to a pulp tester. The lab for testing pulp measured about twelve feet by twelve feet square and was located on the northwest side of the pulp machine. Every fifteen minutes the pulp tester had to get six sheets of pulp from the pulp machine. He would cut off a piece that was three and one-half inches in length and then record the weight. The sample was dried in an electric oven with circulating air. After the stock was dry, the tester would weigh it again to determine a dry weight. This gave one a ratio of dry weight to wet weight so that one knew the exact amount of pulp that was needed to make one ton of dry pulp. In that way, the customer was not paying for moisture in the pulp.
There was also a test to determine the amount of dirt or impurities in the pulp. To do this test, one put some dry pulp in a water tank and then placed it on a glass top that had a fluorescent light on the bottom. One would look at the pulp through the glass and count and record the number of dirt or impurities in the pulp. One interesting story that Gary tells was the time that he was wearing a wool sweater while doing this test. As he was taking pulp off the machines to test, fibers from his wool sweater were electro-statically attracted to the pulp and thus giving him an unusually high impurity count when he performed the fluorescent light test. This was a cause for concern with his supervisors as they were trying to determine exactly what it was in the manufacturing process that was giving the pulp a large impurity count. Once it was discovered that the cause of impurities were coming from his wool sweater, Gary never wore that sweater again!
The pulp tester also had the responsibility of testing the viscosity of bleached and unbleached pulp. The process was different for each type of pulp.
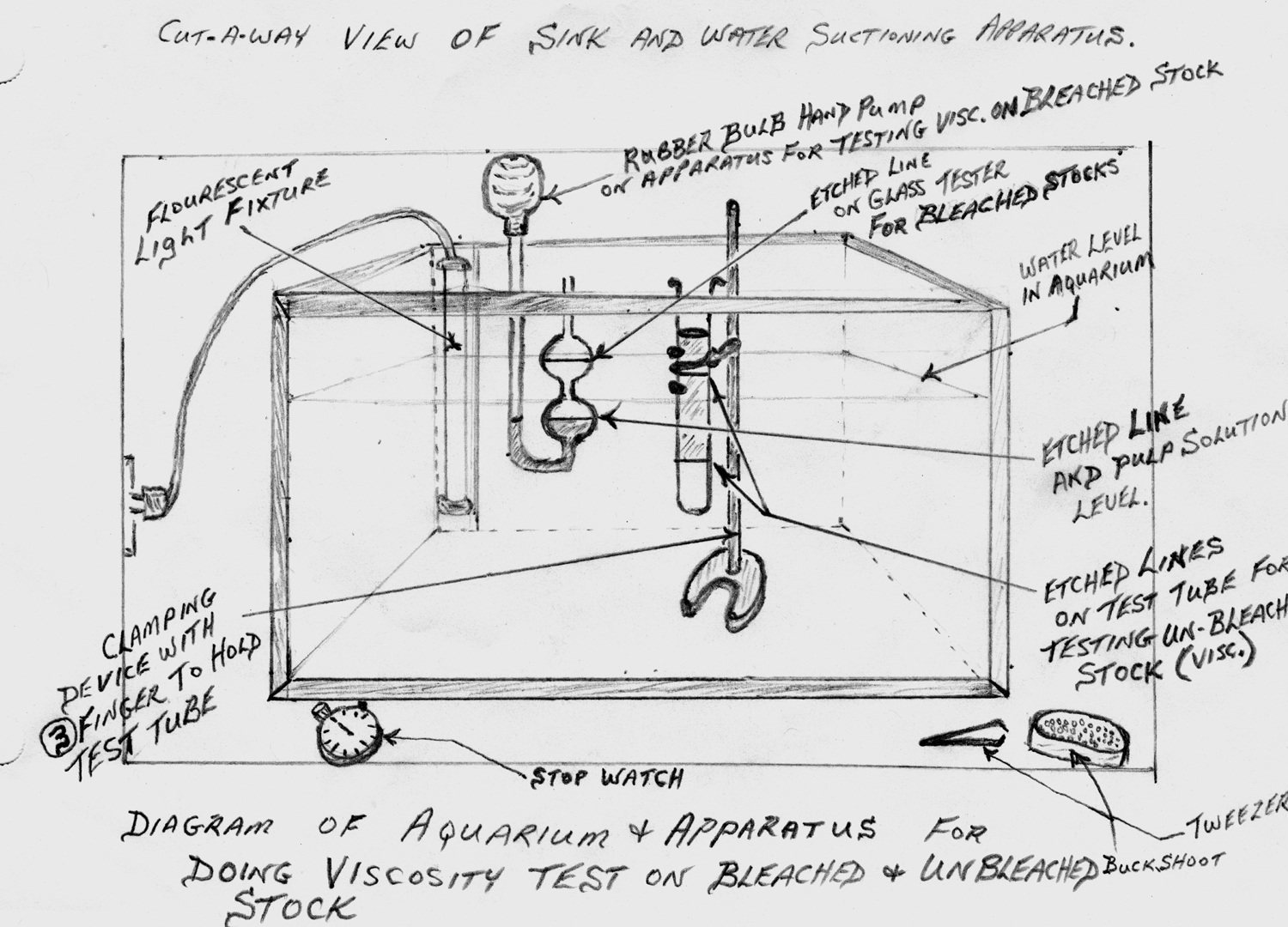
To test the viscosity of unbleached pulp, one used two glass vessels joined together so that there was an upper and lower vessel. The pulp tester filled the lower vessel with stock that was premixed with a chemical that turned the solution blue. Then using a hand pump, the tester pumped air into the lower vessel to force the solution into the upper vessel. Once the pulp solution reached a line marked on the upper vessel, the pulp tester measured the time it took for the pulp solution to drain back down into the lower vessel.
One filled a small glass test tube with a blue coloured stock solution that was pre-mixed with the same chemical used with unbleached pulp. On this test tube were two lines etched onto the surface that were two and one half inches apart. The test tube was clamped on a holder in an aquarium of water with fluorescent lighting at the back of the aquarium. The top of the test tube containing the pulp stock was above the water level of the aquarium so that no water got into the test tube. With the aid of a pair of tweezers, the tester picked up a piece of buckshot and dropped it into the test tube and measured the time it took for the buckshot to pass between the two lines etched on the surface of the test tube. Gary adds that at times the buckshot dropped quite quickly so one needed a quick hand-eye response time. Gary does not remember if there was a formulae using this recorded time to calculate the viscosity.
The chemical used in the test that turns the stock blue is Cupriethylenediamine (CED). CED is a solvent that breaks down pulp fibers into individual cellulose molecules. The length of these molecules determines the viscosity of the solution. The two glass vessels that are joined by a very fine tube is called a capillary vescometer. Chemical attack and physical damage to pulp fibers shortens the cellulose molecules, so viscosity is a measure of pulp strength. This test is still done in the same way today, but the "buck shot and test tube method is no longer used. Thanks to Gwen Johnston
Sketch of equipment used during Viscosity Testing Lab. Diagram was sketched by Gary Kriese
As discussed, the stock tester performed a “K” number test on stock from the washer building. A pulp tester would also occasionally perform a “K” number test, but she/he had the added responsibility of measuring the ratio of dry pulp to wet pulp, measuring the viscosity of bleached and unbleached pulp and doing an impurity count on pulp. Eventually the company eliminated the stock tester, and assigned all of these tests to the pulp tester.
From a pulp tester, one could advance to a beater tester. The beater tester performed another type of viscosity test on pulp.
As previously mentioned, the pulp tester would take six or eight sheets of pulp from the pulp machine every fifteen minutes during an entire twenty-four hour period. The amount of pulp that was tested equated to about one pound (454 grams) of pulp from every box car of pulp produced at the mill. The beater tester tore a piece off each sheet of pulp saved by the pulp tester. To start the beater test, one needed two pounds of pulp.
The two pounds of pulp were soaked and softened in a pail of water. The soaked pulp was then placed in a beater trough. A beater trough was a container that was about three feet in length, six inches wide and about six inches in depth. There was a motor on the beater shaft which when turned on beat the mixture of pulp. The beater would cause the stock solution to circulate around the beater trough. This beater was termed a valley beater and is no longer used. Water was added to the stock until the solution amount reached a determined level in the beater trough. Every fifteen minutes the tester removed a measured amount of stock and placed it into a pail of water. The next step was to pour 500 milliliters of this mixture into a viscosity analyzing instrument. A viscosity instrument was a pot that sat in a metal container and it had a fine screen in the bottom and a hinged lid below the screen. After 500 milliliters of the stock solution was poured into the viscosity analyzing instrument, the bottom lid was tripped open. The tester recorded the length of time it took for the stock and water to drain through the container. Each time a sample of stock was removed from the beater it would take longer for the stock solution to drain because the fiber was becoming shorter or finer as the beating time lengthened. The goal of the test was to reach a predetermined amount of time for the solution to drain through the screen. The drainage time is a "freeness" or Canadian Standard Freeness" and it measures how readily water drains from a pulp suspension. There were different drainage times for the different types of pulp that were tested. The time varied for bleached, unbleached, semi-bleached or hi-bright pulp.
Sketch of beater testing lab set up. Done by Gary Kriese
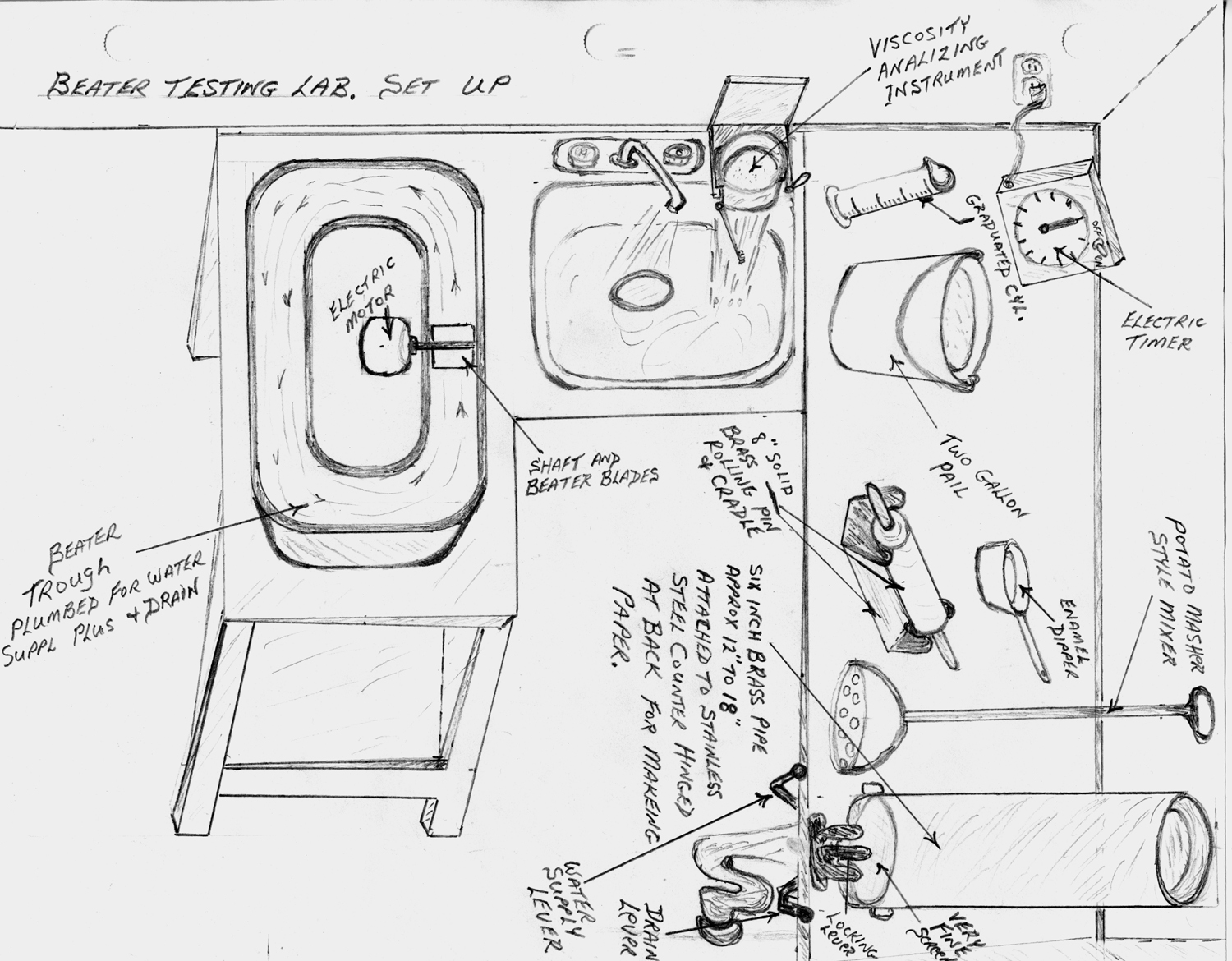
From this same stock solution a sheet of paper was made in order to conduct strength testing and flexibility testing. To make these sheets of paper, a sample was poured into a six inch brass upright pipe that was anchored to a stainless steel counter. At the bottom of this pipe was a very fine brass screen. A device similar to a long handled potato masher with a round disc was pushed down into the pipe to mix the solution. A hinged lever was flipped allowing water to pass through while trapping the stock on the brass screen. After the water had drained, a stainless steel disc was placed over the paper and an ink blotter was placed on top. The tester would use a heavy eight inch brass rolling pin to squeeze the paper, removing excess moisture and causing the paper to adhere to the steel disc. The tester made five or six similar steel disc samples. These samples were taken to a humidity controlled lab to dry.
After the paper was dried it released easily from the stainless steel discs. A stack of six sheets of this paper were placed on top of each other and Ľ inch strips were cut using a paper cutter. The first test, a stretch test was then performed on each sheet of paper. A clamp held the stack of paper and a machine pulled the stack of paper measuring the amount of inch pounds of pressure the paper took before it tore.
A second test performed on the paper was a bend test. This was done on each Ľ inch strip of paper. A machine that would put a slight tension caused the paper to bend back and forth and a count was made on the number of bends the paper took before tearing.
Gary was instrumental in training many people to perform pulp tests during the seven years that he worked in that department.
Each person seems to be working on a different test in this photograph and it is difficult to say exactly which tests are being performed. In the main lab they would make a number of different solutions for use in the mini labs
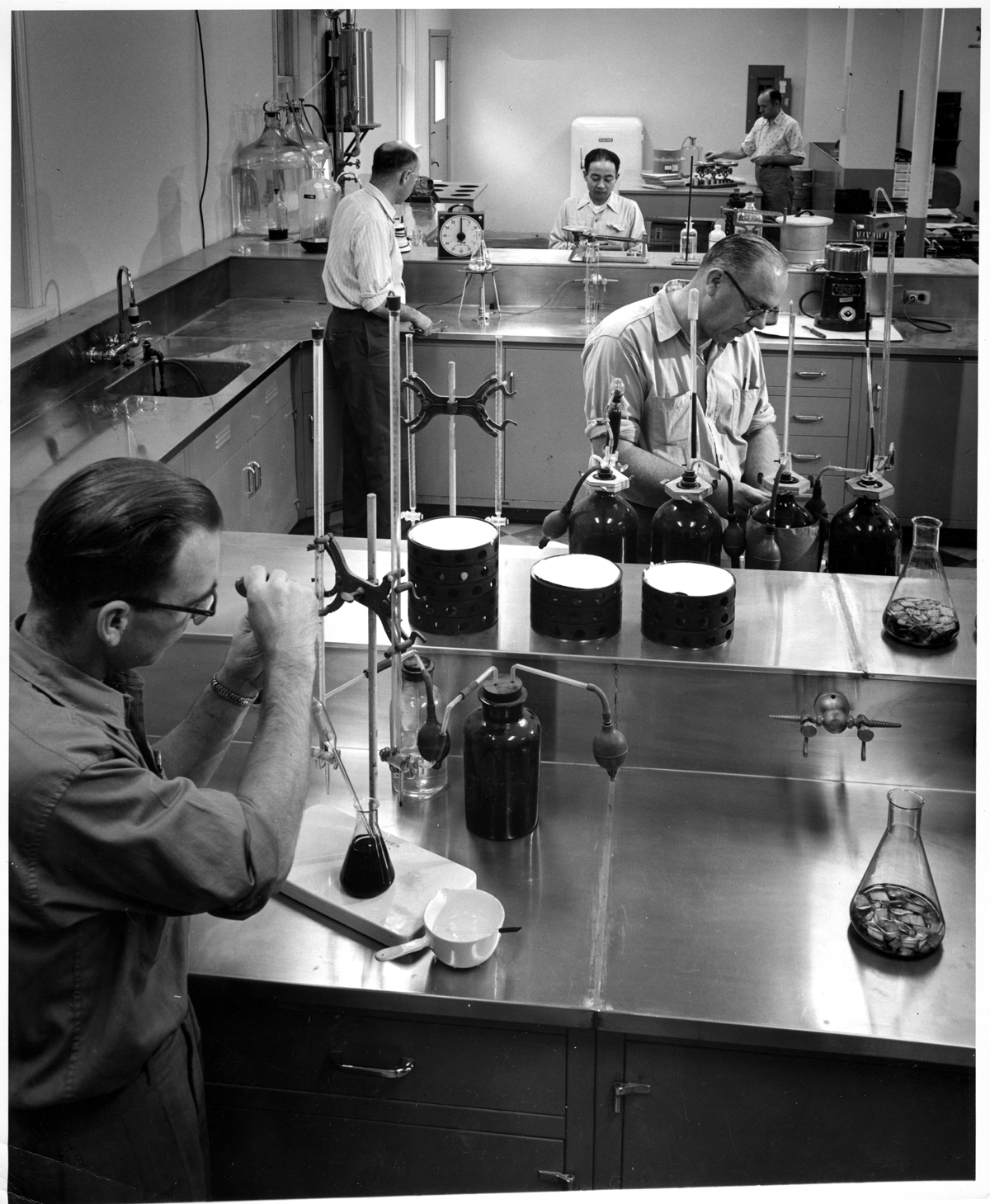
This picture shows Walter Wright performing testing for resistivity of condenser pulp used for electrical capacitors and insulation. This was a clean room. Other testing performed here included unneutralized acids in pulp. Condenser pulp could only be made four times a year, when incoming water quality allowed

Many different tests require a titration, which is what thiss man is doing. It is difficult to tell which specific test is being performed

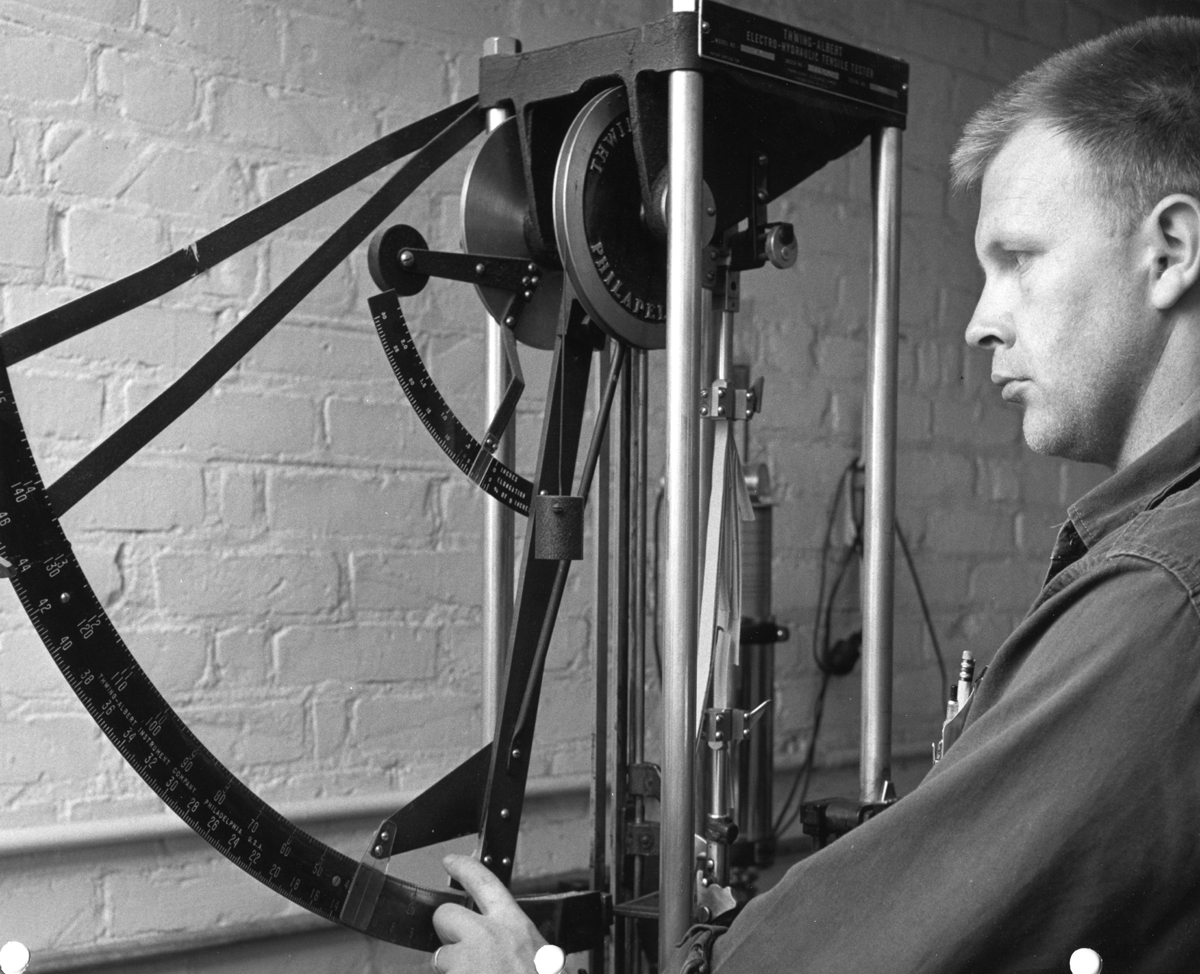
This is a tensile tester. It tests both stretch and the tensile strength
Bendsten Smoothness. The smoothness tester head is a rubber ring with presssurized air on the inside. Since the air leaking out between the ring and the paper is related to smoothness, the rate of air leakage is a way of quantifying smoothness

Gary was successful in his bid for a parts man position in May 1973
As a parts man, he would start his day driving a ˝ ton pickup truck transporting parts required by mechanics, welders, body-shop workers, machinists as well as carpenters. He was also responsible for delivering inter-departmental mail twice daily.
Some of the supplies that he picked up from local suppliers were cases of oil, grease, gear oil, power saw mix oil and chainsaw oil, also forty-five gallon drums of motor oil, anti-freeze, oxygen bottles, acetylene bottles and propane tanks. He also purchased cables that were used as winches on skidder and dozer tractors. These cables were from ˝ inch in thickness to 1 ľ inch in thickness and lengths from 50 feet to 200 feet. This job required a lot of heavy lifting and in Gary’s own words, “a lot of bull work”.
Gary continued this job until he applied for a posting as a delivery man to the Ear Falls bush camp operation starting in October 1973. Previously, the delivery of parts for repair and replacement were done by the Ear Falls staff personnel but due to the rapid expansion of the bush camp, they were no longer able to handle the demand. This new job entailed hauling parts, oil and all the required supplies to run the portable bush camp. He started driving a one ton truck, but after realizing that it was too small he progressed to a six ton truck that had a hydraulic boom for lifting heavy objects. Some of the equipment that he hauled to Ear Falls included skidder tires, diesel engines for repair or replacement, skidder winches, steel plate blades, and oxygen and acetylene cylinders.
He started with deliveries to two portable bush camps, camp 81 and camp 82, which were located halfway between Ear Falls and Red Lake. As the Ear Falls operation grew more camps were added.
The delivery day began by doing a safety inspection of the truck. That meant checking tires, motor oil and lights. All the items brought back from Ear Falls the day before were unloaded from the truck. Then it was loaded with parts supplies that were boxed and put into bins labeled with camp numbers written on each bin. For the first few years, all oils for the Colenso and Ear Falls garage were delivered by the supplier who had won the contract.
Once the loading was complete, the 90 mile trip to Ear Falls began with a stop to drop oil, welding supplies, tires, batteries and mail at Colenso Lumber (located 7.5-8 miles from highway 17 on Highway 105. Gary then made stops at different bush camps along the way. These camps were spread out and were mobile as they moved to different cutting areas. The camps often moved two or three times a year. This made for many miles of driving on every trip. Often there were calls for supplies such as a new part or oil to get a machine up and running. These orders had to be immediately delivered to certain camps and that added to the daily driving.
This driving operation to Ear Falls ended in 1986 with the Ear Falls operation going private. The Ear Falls area camp was sold to Ear Falls Contracting (J.K. Robinson and sons) and the Red Lake area to Esker Logging ( Larry Herbert)
In 1988-89 there was a need for a week day delivery service to the mobile bush camp operations. The Dryden operation involved camp 18, 19 and camp 32 and 34. The delivery was less time consuming as the camps were located one or two hours from town. As the operations advanced, oil companies began using 1100 litre containers for motor oil and hydraulic oil and gear oil. These containers had a 1100 litre nylon bladder placed inside of a steel framework with a bottom similar to a palette. These containers could be moved on and off the truck using a loader with forks. Another way to lift and carry these containers was to use a hydraulic boom with chains hooked into the top framework. When filled with oil these containers each weighed around 2500 lbs. The last parts truck had a diesel engine and a large enough deck area to haul five of these containers. The company also purchased some of these large containers for use in the transportation of anti-freeze to the bush camps.
Gary ran the parts delivery truck for the Dryden bush camp operation until 1998. During that year all bush camp equipment as well as company owned wood hauling trucks were sold to a private operation
With the privatization of the woodlands operation there was no longer a need for a large a parts based operation at woodlands garage. So a parts depot was set up at the wood room stud mill complex, together with parts and stores located on the main floor of the stud mill. The parts depot contained all parts for operating the stud mill as well as safety, first aid supplies, gloves, hard hats, safety glasses, dusk masks and hearing protection.
This parts operation employed three parts men, one being in charge of purchasing, a lead hand and Gary who did receiving, shipping, stocking of shelves and inventory counts of stock. He was also back to driving a ˝ ton truck doing deliveries within town. Since the out of town deliveries had been downsized, and the in-town suppliers made the deliveries to the parts room on a daily basis. Gary also made twice daily deliveries of mail and rush deliveries to the woodlands garage, office and forestry complex.
Gary continued working in the sawmill complex until he took an early retirement in July 2003. His last day of work was July 14, 2003. The next day, Weyerhauser announced the shutdown and closure of the saw mill operations in Dryden.